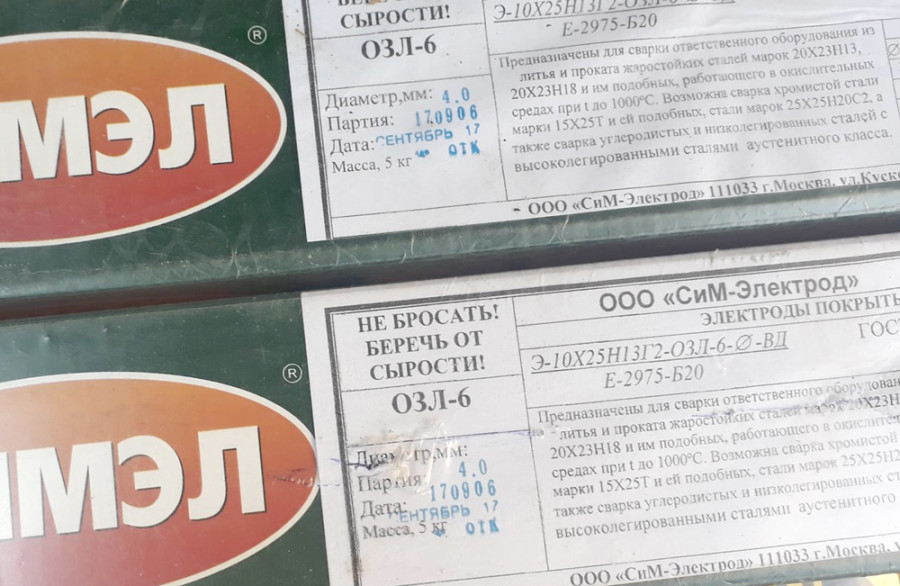
Сварочные электроды ОЗЛ-6

Сварочные электроды ОЗЛ-6 являются плавкими, предназначены для работ с высоколегированной сталью. Они получили широкое распространение в производственной отрасли, т.к. подходят для использования с большим количеством конструкционных сталей. Покрытие изделия позволяет отказаться от использования дополнительного флюса, ограничивая доступ кислорода в сварочную ванну. В качестве внутреннего элемента применяется проволока с легирующими компонентами в составе – Св07Х25Н13. Наибольшая эффективность обеспечивается при использовании постоянного тока и обратной полярности, положение в пространстве может быть любым.
Преимуществами являются возможность использования с основными видами сталей, используемых на производстве, а также выбор оптимального диаметра для сварочных работ. Электроды ОЗЛ-6 подходят для сварки металла с высокой температурной стойкостью, что обусловлено температурой плавления изделия. Перед использованием часто прокаливают элемент, что повышает характеристики сварного шва. Он устойчив к действию температуры и огня, способен выдержать воздействие до 1000 градусов. При этом не будет проявляться кристаллическая коррозия, но хрупкость металла в месте соединения повышается. Материал шва на 2,5-10% состоит из ферритной фазы. Основным нормативным документом является ГОСТ 4266-70.
Расшифровка
В зависимости от режима сварки выбирают оптимальный тип электрода, что гарантирует высокое качество соединения и определяет область применения. Маркировка позволяет получить информацию:
- ОЗЛ – основное покрытие зольное, для сварки легированных сталей;
- 6 – назначение шва.
Химический состав
Сварочный электрод ОЗЛ-6 – это состав с высоким содержанием легирующих компонентов, характеризующийся высокой твердостью. В нем имеется:
- 0,09% углерода;
- 0,38% кремния;
- 12,8% никеля;
- 1,9% марганца;
- 24,9% хрома;
- 0,011% серы;
- 0,022% фосфора.
Углерод предназначен для связывания свободных молекул железа, что положительно сказывается на прочности. Тщательно выверенное содержание компонента позволяет обеспечить высокую твердость, но исключить хрупкость.
Кремний используется в качестве раскислителя, который выводит свободный кислород из металла. Это снижает химическую ликвацию и улучшает механические характеристики, прочность и пластичность. Марганец играет аналогичную роль, также он способен выводить серу и фосфор. Поверхность становится более однородной и ровной, устойчивой к механическим воздействиям.
Хром в электродах ОЗЛ-6 применяется в качестве легирующего компонента, он обеспечивает стойкость к действию температуры, коррозии,абразивному износу, улучшает свойства металла после термообработки.
Сера и фосфор являются нежелательными примесями, исключить попадание в состав которых невозможно. Они попадают из шихты и лигатур, негативно сказываясь на технических характеристиках изделия (появление трещин во время термообработки и пр.).
В зависимости от концентрации элементов определяются свойства стали – твердость, устойчивость к коррозии, образование устойчивых соединений, необходимых для качественного шва.
Сфера применения электродов ОЗЛ-6
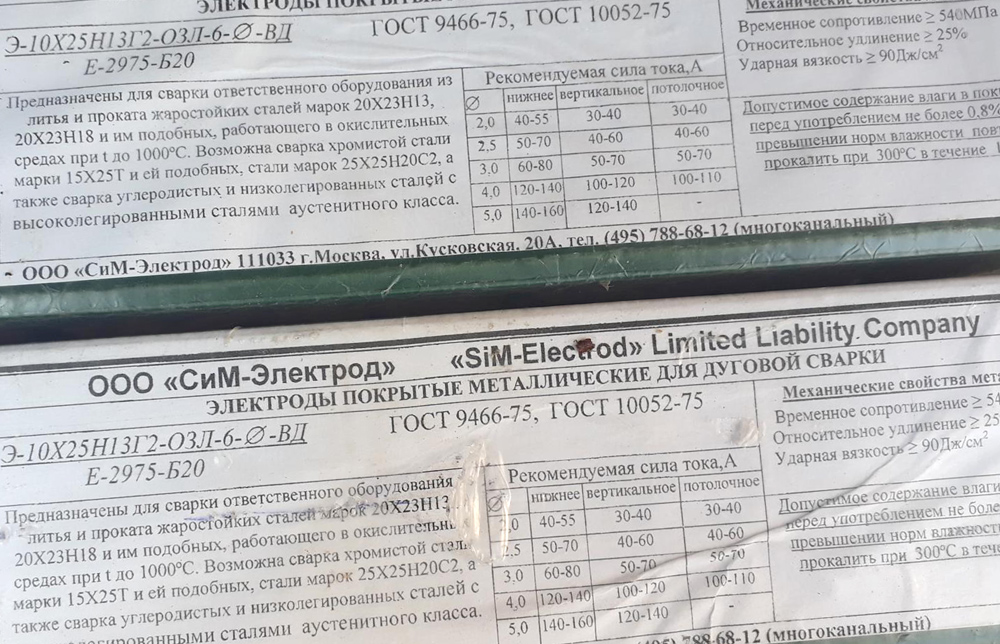
Материал используется с металлами со значительным содержанием углерода, с жаропрочными сплавами, в т.ч. 25Х25Н20С2 и 20Х23Н18. Он может применяться для сварки литых и прокатных элементов, конструкций, работающих в агрессивных условиях. Сохранение рабочих характеристик обеспечивается при температуре до 1000 °С.

Подходят электроды для создания соединений сплавов с высоким и низким содержанием легирующих добавок и углерода.
Технические характеристики
Технические характеристики электродов ОЗЛ-6 включают:
| масса изделия на килограмм шва | 1,6 кг; |
| скорость создания соединения | 1,5 кг/ч; |
| коэффициент наплавки | 11,6 г/А; |
| площадка текучести | 415 МПа; |
| вязкость | 150 Дж/см2; |
| удлинение | 33%; |
| предел прочности | 610 МПа. |
Цена
Стоимость материала составляет 180 руб. за 1 кг.
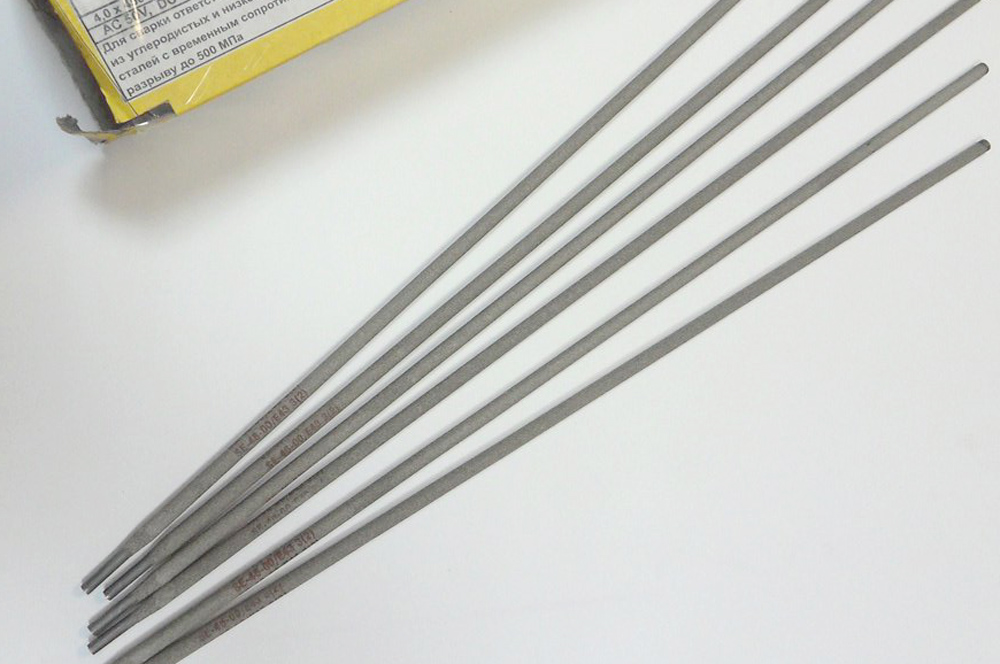
Сортамент
На основании области применения электродов ОЗЛ-6 определяют оптимальный размер изделия:
- d=3 мм, l=350 мм;
- d=4 мм, l=450 мм;
- d=5 мм, l=450 мм.
Аналоги
Изделия изготавливаются российскими и иностранными заводами. К зарубежным аналогам относятся:
- ОК-67.15, ОК-67.60, ОК-67.75 (Швеция);
- UTP 68 24 (Германия);
- KOBE NC39 (Япония);
- AROSTA 39, Vertinox 309 (США).
Особенности наплавки
При создании сварного шва расходуется большое количество материала. На основании диаметра элемента определяется оптимальная сила тока, что исключает залипание, вскипание и разбрызгивание:
- d=3 мм (30 шт./кг) – 55-135 А;
- d=4 мм (15 шт./кг) – 95-215 А;
- d=5 мм (10 шт./кг) – 145-285 А.
Рекомендации по работе
При работе с данными сварочными электродами ОЗЛ-6 необходимо соблюдать следующие рекомендации:
- перед началом выполнения процесса сварки некоторых варных частей требуется прокалить электроды в течение 1 часа при температуре 180-210 градусов Цельсия;
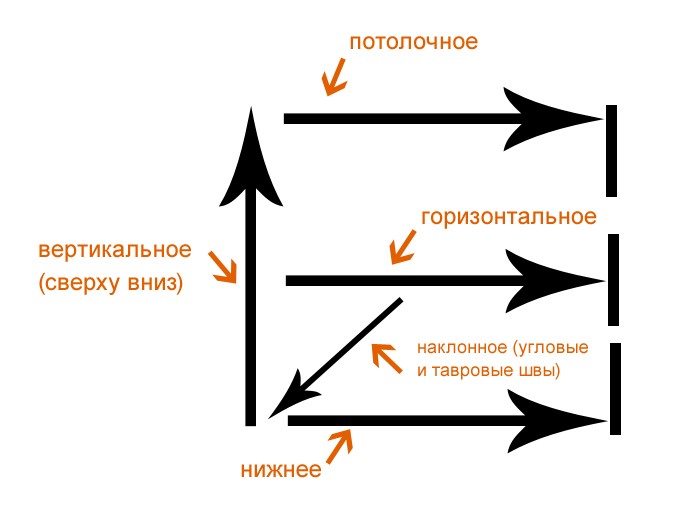
- Выполнение сварочных работ допускается во всех возможных плоскостях, кроме вертикальной;
- Сваривание требуется выполнять при постоянном напряжении, которое имеет полярность обратного типа;
- Рассматриваемые электродные инструменты при варке грязных поверхностей образуют разного рода дефекты, а также не проваренные швы. Поэтому перед началом работы сварные поверхности необходимо тщательно зачистить наждачной бумагой (чтобы не было ржавчины и грязи);
- Аккуратно ведите сварную искру по поверхности, чтобы шов был ровный.
Лучшие производители
Лучшими заводами-изготовителями являются:
- Эком-Плюс;
- Вадис-М;
- Фрунзе-Электрод;
- СпецЭлектрод.
Иностранные аналоги ОЗЛ-6 имеют такие же характеристики, как изделия отечественного производства.
Добавить комментарий