Быстрорежущая сталь Р18. Расшифровка, состав и обработка

Марка стали Р18 относится к быстрорежущему классу с нормальной производительностью. В ее состав входит 18% вольфрама, что обеспечивает улучшение технических качеств: повышение твердости до HRC 62-65, красностойкости до 600 градусов, прочности. Она пользуется высокой популярностью, из нее часто изготавливают ножи и прочий режущий инструмент. Преимуществом изделий является простота механической обработки, а недостатком – карбидная неоднородность, которая усугубляется с увеличением толщины детали.
В качестве основных методов обработки стали выступают фрезеровка и заточка, также используется резка, сверловка, нарезка резьбы. Обработка конструкционной и легированной стали осуществляется с использованием инструмента, изготовленного из более прочного и твердого металла, в качестве которого может выступать быстрорежущая сталь Р18.
Расшифровка
В наименовании содержится информация о виде стали – быстрорежущем инструментальном (Р), в состав которой входит 18% вольфрама (18).

Химсостав
В составе металла содержится:
- 73% феррума;
- 17,75±0,75% вольфрама;
- 15% молибдена;
- 4,1±0,3% хрома;
- 1,2±0,2% ванадия;
- 0,78±0,05% углерода;
- по 0,5% кобальта, марганца и кремния;
- 0,4% никеля;
- по 0,03% серы и фосфора.

Соответствие состава стали Р18 указанным нормам обеспечивает ее прочность, надежность и долговечность, позволяет использовать для изготовления инструментов и деталей для токарных, фрезерных станков, нарезки резьбы внутреннего и наружного типа, создания и обработки отверстий. Металл подходит для мехобработки легированной, углеродистой, конструкционной стали с пределом прочности до 1 ГПа, цветных металлов.
Сохранение рабочих параметров обеспечивается при температуре менее 600 С.
Где применяется?
Металл широко распространен при создании лезвийного режущего инструмента, предназначенного для мехобработки материалов на основе железа и углерода с разной степенью твердости. К ним относятся жаростойкие и нержавеющие стали, твердость которых достигает HRC70. Использование стали Р18 обеспечивает увеличение скорости обработки, исключает пластические деформации и изменение характеристик в результате нагрева.
Повышение технических параметров материала обеспечивается за счет термической обработки. Одним из способов является закалка, которая осуществляется при температуре 1300 градусов. За счет присутствия в составе кобальта происходит рост температуры, при которой изменяется внутренняя структура карбидов, основным из которых является Fe3W3C. Во время закалки большая часть данного вещества превращается в твердый мартенсит или аустенит.

Низкий отпуск быстрорежущей стали Р18 при t = 550-560 градусов позволяет получить мелкозернистую структуру. Это обусловлено разложением остаточной аустенитной формы и образованием дисперсных карбидных соединений.
Чередование режимов термообработки позволяет исключить риск трещинообразования. При этом чаще всего используют порядок:
- нагрев до 500 градусов;
- повышение температуры до 850 градусов;
- установка температуры на 1300 градусов на протяжении определенного количества времени в зависимости от толщины элемента (1-30 мм, 15 секунд на каждый миллиметр).
После этого осуществляется ступенчатый отпуск, что обеспечивает полное преобразование остаточной аустенитной структуры стали Р18.
Устойчивость к коррозии и износу обеспечивается за счет дополнительной обработки режущей части. Для этого может применяться один из методов:
- пропарка;
- покрытие сульфидами;
- цианирование для увеличения вязкости;
- азотирование для снижения хрупкости.
Они осуществляются после термообработки, заточки и шлифования, что гарантирует повышение прочности.
Технические характеристики
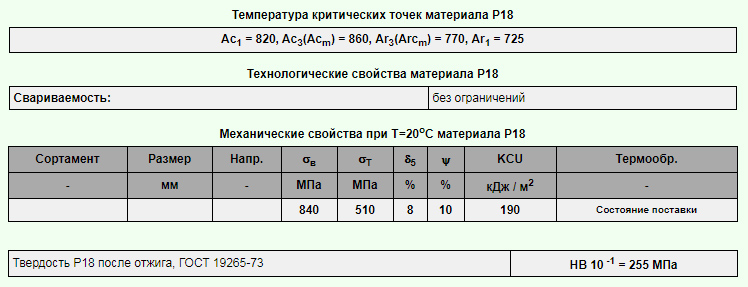
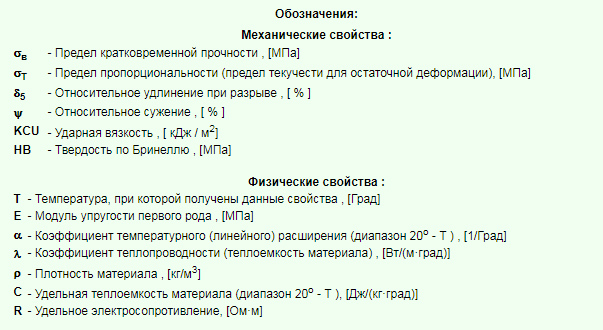
Основными характеристиками стали Р18 являются:
| вязкость | 100 кДж/м2; |
| твердость по Рокквелу | 227; |
| прочность при сжимающей нагрузке | 10,5 ГПа; |
| относительное удлинение | 13%; |
| предел текучести | 0,45 ГПа; |
| прочность при растягивающей нагрузке | 0,83 ГПа; |
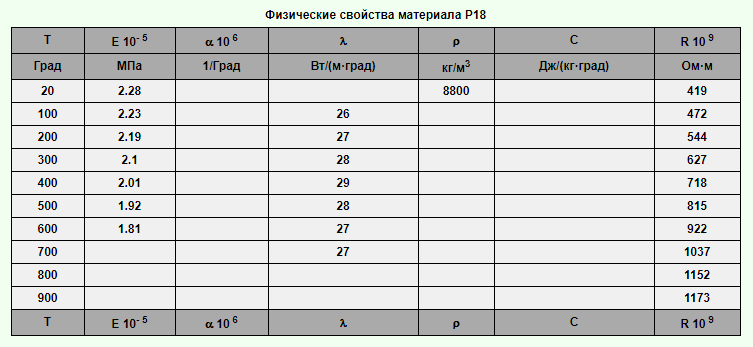
| способность проводить тепло | 28 Вт/мК; |
| модуль сдвига/упругости | 83/220 ГПа; |
| удельный вес | 8,8 т/м3. |
Сортамент
Выпуск продукции осуществляется в соответствии с нормативными документами, в качестве которых выступают ГОСТ:
- №1133-71 – прокатные элементы;
- №4405-75 – полосы и прутья;
- ТУ 14-11-245-88 – профили.

Также существуют и другие виды проката.
Применение при резании
Заточка инструмента осуществляется в 2-4 раза быстрее при использовании марки стали Р18. Она применяется для изготовления режущего инструментария, эксплуатируемого в сложных условиях, в то числе при нагреве и высокой нагрузке. При этом обеспечивается сохранение основных технических характеристик изделий, что является преимуществом. Такой параметр необходим при создании автоматизированных цехов.
Высокое качество реза обусловлено присутствием легирующих компонентов в составе материала. Заточка осуществляется с помощью наждачных кругов, но во время процесса важно исключить динамические и вибрационные воздействия.
Производство режущего инструмента
Цена стали Р18 определяется типом проката, при этом учитывается вес изделия и объем заказа. Одним из видов готовых продуктов является сверло, которое изготавливается на основании требований Госстандарта 2034-80. К ним относится необходимость обеспечения твердости на хвостовике 63-68 HRC.

Шлифовка является последующей стадией после температурной обработки. Для этого используются специальные станки, способные гарантировать соблюдение допусков на продукт обработки – А1 и В1 по h8, В – h9.
Термообработка
Закалка и отпуск являются причинами дисперсного затвердевания. При этом происходит распад основной части карбидных соединений, и образуется твердый раствор аустенита и мартенсита. В результате металл насыщается углеродом и легирующими компонентами. Термообработка стали Р18 включает закалку при температуре 1200-1300 градусов и отпуск при 550-560 градусах. Это обеспечивает предельную прочность состава за счет выделения карбидных соединений и распада аустенита.
Инструменты сложной геометрической формы, с тонким лезвием, эксплуатируемые при изменяемой нагрузке, должны быть прочными и вязкими. Для этого термическая обработка включает различные режимы и типы нагрева и отпуска, что приводит к распаду карбидов и упрочнению аустенитной формы. Это также положительно сказывается на устойчивости к действию температуры. Тонкое лезвие с шириной режущей кромки 3-5 мм проходит закалку при температуре 1250 градусов.
Марка Р18 имеет характерную особенность – при бесступенчатом нагреве после термообработки могут образоваться трещины и прочие дефекты на поверхности. Чтобы исключить данный негативный фактор, нагрев осуществляют ступенчато, на первой стадии температура повышается до 500 градусов, на втором – 850 градусов, на третьем – 1300 градусов. Для определения продолжительности закалки необходимо учитывать толщину изделия. На каждый миллиметр сечения требуется порядка 10-15 секунд. Во время первых двух стадий можно увеличить данную продолжительность в два раза.
Предварительный и окончательный нагрев осуществляется в соляной ванне, заполненной смесью хлоридов бария (78%) и натрия (22%). Раскисляется раствор посредством введения фтористого магния, что не допускает образования на поверхности металла оксидной пленки.
Отпуск также происходит ступенчато, продолжительность каждой ступени составляет 1 час, всего предусмотрено 3 этапа.
Аналоги стали Р18
К аналогам стали Р18 относятся:
- российская Р12;
- китайская W18Cr4V;
- европейская 1.3355;
- немецкая HS18-0-1;
- американская Т1.
На протяжении долгого времени данный материал использовался для изготовления режущего инструмента. Твердость его обусловлена температурной обработкой, что также обеспечивает прочность металла. К недостаткам его относится только карбидная неоднородность, которая отчетливо видна в прутьях большого сечения.
Посмотрите также на марки:
Добавить комментарий